Przedsiębiorstwa produkujące maszyny coraz częściej integrują wysoce precyzyjny sprzęt pomiarowy z procesami produkcyjnymi. Na przykład za pomocą kontrolki linii pre-stampingu można uzyskać części o optymalnych parametrach geometrycznych do 0,01-02 μm. Szczególnie produkcja takich elementów jest ważna w budownictwie lotniczym i kosmicznym, co wymaga użycia złożonych precyzyjnych komponentów. Nie wyklucza się również możliwości zastosowania takich technik w sektorach przemysłu ciężkiego, które zaspokajają potrzeby szerokiego grona odbiorców masowego konsumenta. Na takich zakładach i fabrykach stosuje się współrzędnościową maszynę pomiarową (KIM), która pozwala kontrolować procesy wytwarzania i przetwarzania półfabrykatów, stempli, elementów tłokowych, materiałów eksploatacyjnych itp.
Zasada działania urządzenia
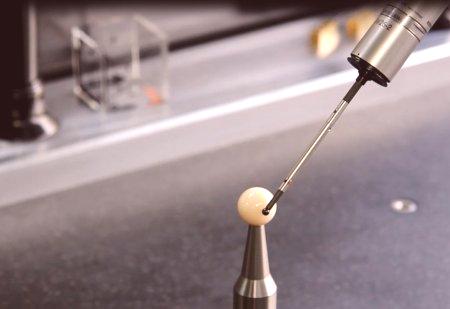
Cały proces można podzielić na dwa etapy. Na początku tworzy się układ współrzędnych lub schemat, w którym rozmieszczane są punkty kontrolne. Liczba zapisywalnych samolotów może się różnić w zależności od rodzaju sprzętu. Najprostsze modele skanują obiekt w systemie zbudowanym na osiach X, Y, Z względem punktu bazowego. Bardziej technologiczna 6-osiowa maszyna do pomiaru współrzędnych oparta jest na zasadzie kinematyki równoległej. Oznacza to, że operator otrzymuje dynamiczny model w postaci ściętej piramidy, w której na poruszającym się wózku znajduje się 6 metrów. Drugi etap obejmuje bezpośrednie czytanieinformacje o parametrach geometrycznych badanego obiektu. Odbywa się to za pomocą sond lub czujników skanujących część docelową. Istnieją sondy kontaktowe i bezdotykowe - odpowiednio pierwszy wchodzi w interakcje z powierzchnią roboczą, a drugi działa na zasadzie promieniowania falowego. Typowe współrzędnościowe maszyny pomiarowe w budowie maszyn zwykle działają na czujnikach piezoelektrycznych, które mogą być uzupełnione stycznikami mechanicznymi i elektrycznymi. Jest to tradycyjny sprzęt skanujący, którego wadą jest wysoki błąd, który jest determinowany przez różnicę w sile dotykania sond. I tu warto odwołać się do istniejących metod kontroli, które są regularnie udoskonalane.
Metody kontroli
W systemach pierwszej generacji wykorzystano metodę plazmowego obliczania danych geometrycznych, ale dziś przedsiębiorstwa przechodzą na oprogramowanie freeware. Podstawową różnicą między tymi metodami jest odrzucenie fizycznych wzorców i form, w których przeprowadzono kontrolę. Nowe moduły KIM używają modelu elektronicznego, który zapewnia trójwymiarowy obraz na wyjściu "na podstawie obliczeń matematycznych. Jaka jest zaleta takiej maszyny do pomiaru współrzędnych? Przede wszystkim ujednolicenie zbioru danych, który można wykorzystać do innych obliczeń. Zebrane informacje są wprowadzane do bazy danych i automatycznie przekazywane do innych obszarów kontroli, zaangażowanych w badanie sąsiednich części. W końcu proces produkcji i precyzyjne dopasowanie części są zoptymalizowane między sobą. W tym przypadku i w segmencieDarmowe techniki mają swoje własne gałęzie technologiczne. Konieczne jest rozróżnienie holograficznych, optycznych i fotogrametrycznych metod kontroli. Najbardziej obiecująca jest laserowa metoda skanowania obiektu.
Cechy sterowania laserem
Zasadniczo metoda cyfrowa charakteryzuje się elastycznością w tworzeniu modeli wspierających różne rodzaje pomiarów - na przykład kątową i liniową. W procesie skanowania powstaje wiązka laserowa wykorzystująca efekt dyfrakcji. Taka kontrola jest częściej wykorzystywana przy produkcji wałów, elementów przekładni, podwozia itp. Za pomocą urządzenia foto-odbiorczego realizowana jest również nierównoległa kontrola parametrów produktu. W tym przypadku laserowa maszyna do pomiaru współrzędnych pozwala określić rozmiar otworów, wady przemieszczenia, wibracje i inne cechy. W przyszłości, zgodnie z wynikami diagnozy, inżynier podejmuje decyzję o wyważaniu lub częściowej mechanicznej ewolucji urządzenia. Laserowe załamanie światła służy do pomiaru obciążenia. Technologia ta rejestruje wskaźniki przesunięcia ze statycznym obciążeniem powierzchni docelowej wałów przekładni i środków technicznych.
Cechy CIM
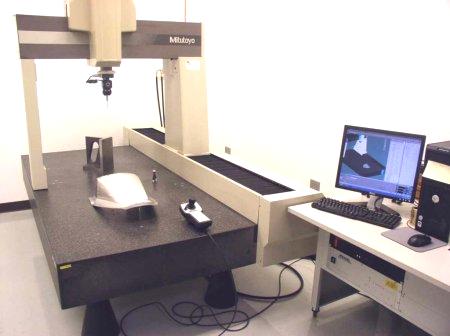
Ze względu na wielkość i konstrukcję, takie maszyny przypominają przemysłowe jednostki obróbkowe, ale główne cechy wydajności znajdują odzwierciedlenie w bardziej precyzyjnych jednostkach sterujących i danych technicznych. Obejmują one następujące parametry typowego modelu:
Błąd pomiaru - zakres od 01 do 01 mm.
Ruch osi w osiach - 700-1000 mm W jednej instalacji charakter ruchu na różnych osiach może się różnić.
Maksymalna dopuszczalna masa obrabianego przedmiotu - przemysłowa współrzędnościowa maszyna pomiarowa zdolna do serwisowania części o wadze do 1000 kg
Moc - średnio 1500 W.
Napięcie - 380 W z tolerancją do 10% oscylacji.
Temperatury pracy - 10-35 ° С.
Klasyfikacja maszyn według rodzaju zarządzania
Modele wykorzystujące nowoczesne metody pomiarowe, które są głównie kontrolowane za pomocą zdalnych paneli. Wdrażana jest zasada sterowania programem, która opiera się na pracy przyrządów pomiarowych opartych na CNC (programowanie numeryczne). Obecnie główna część systemów kontroli i pomiarów działa w ramach połączonego systemu. Obejmuje to połączenie mechanicznych i elektronicznych elementów sterujących z elementami automatyki. Zaawansowany sprzęt i w ogóle zapewnia połączenia tych samych sond z równoległym funkcjonującym sprzętem produkcyjnym, na którym wydawane są sąsiednie części. Używana jest również tradycyjna konfiguracja sterowania ręcznego. W tym przypadku operator maszyny do pomiaru współrzędnych znajduje się bezpośrednio na linii sterującej i wchodzi w interakcję z techniką za pomocą specjalnego joysticka. Model ten jest stosowany w agregatach z plasmo i stopniowo przechodzi w przeszłość.
Klasyfikacja według projektu
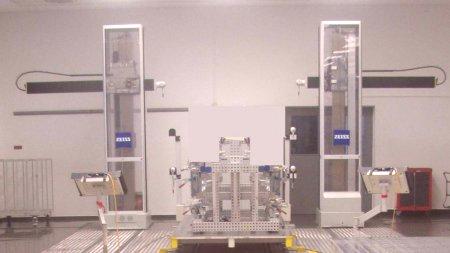
W zależności od warunków pracy i zadań przetwarzania można stosować typy poziome, pionowe i mostowe.CIM Pierwsza wersja zapewnia wysoką precyzję ze względu na sztywność konstrukcji. W tym przypadku operator uzyskuje bezpośredni dostęp do wewnętrznej struktury obiektu docelowego. W praktyce instalacje poziome są często wykorzystywane do konserwacji małych części. Pionowe maszyny do pomiaru współrzędnych są uważane za najdokładniejsze, dlatego są wykorzystywane w odpowiedzialnych badaniach metrologicznych. Jednak korzystanie z takiego sprzętu będzie wymagało sklepu z termostatem, a także wysokich kosztów utrzymania systemu. Jeśli chodzi o maszyny mostowe, to dzięki odpornym na zużycie sprzętowi pozwalają na pracę z produktami na dużą skalę.
Mobilne i stacjonarne CIMs
Zasadniczo maszyny stacjonarne są używane na wiązkach przenośników, zorientowanych na określone zadania związane z obsługą kęsów o określonych parametrach. Jednak przy przetwarzaniu unikatowych kęsów o dużych rozmiarach może być wymagana ankieta "odlot". W takim przypadku będziesz potrzebował przenośnej maszyny do pomiaru współrzędnych, wyposażonej w wieloosiowe jednostki sterujące. Kilka funkcjonalnych rękawów z czułymi czujnikami analizuje obiekt na odległość, przesyłając dane do komputera lub innego urządzenia przetwarzającego informacje.
Zastosowanie CIM
Systemy sterowania i pomiarów w różnych konstrukcjach są potrzebne w przemyśle maszynowym, lotniczym, metalurgicznym i innych przedsiębiorstwach. W małych fabrykach i warsztatach często stosuje się kompaktowe urządzenia podręczne.Dokładna kontrola w tym przypadku pozwala na produkcję ekskluzywnych małych części o prawidłowej geometrii. W złożonych procesach technologicznych wykorzystanie maszyn do pomiaru współrzędnych usprawiedliwia się i jako sposób łączenia kilku etapów produkcji. Na przykład węzeł sterujący może działać jako centrum gromadzenia informacji o wszystkich częściach i szczegółach projektu lub gotowych środków technicznych, które minimalizują ryzyko błędu.
Wniosek
Wprowadzenie CIM do procesu produkcji od dawna jest wskaźnikiem nowoczesnego podejścia do działalności przedsiębiorstw. Odmowa przestarzałego podejścia do elementów sterujących i wyposażenia za pomocą szablonów zwiększa zarówno jakość montażu, jak i wydajność technologiczną obszaru roboczego. W tym samym czasie nowa generacja urządzeń pomiarowych do kontrolowania parametrów geometrycznych jest regularnie ulepszana w różnych aspektach. Tak więc zaawansowany kierunek rozwoju można nazwać bezdotykowymi skanerami laserowymi, które różnią się łatwością użycia i wysoką dokładnością analizy. Jedyną wadą progresywnych systemów tego typu jest wysoki koszt i wysoki koszt usługi. Na tym etapie modele laserowe układów współrzędnych są dostępne tylko dla dużych kompleksów przemysłowych, a także dla centrów badawczych.